




Industry and Case Studies
Enercon Performance - Customer Anecdotal Evidence, Notes and Data
Note: All the following projects started with Enercon's technical evaluation of the facility's steam and condensate return systems. The technical evaluation is performed to ensure the system is properly set up to achieve the specs anticipated in the original engineering design. During the technical evaluation some, but not a complete list, of the items noted are – Trap placement; Control Evaluation; Desuperheater evaluation; Analysis of condensate return; Piping configuration; etc.Wood Products Division of a Major Pulp Manufacturer, Idaho USA
Issue: Wanted to test whether Enercon Venturi Technology or mechanical steam trap technology was better;Solution: Ran a side by side comparison of Enercon Venturi Units versus mechanical steam traps coming off the same process and same system;
Result: The Engineering Manager of the company sent the following photo and wrote: "We don't have a condensate return system to the boilers so condensate flows directly to our firewater pond. This shows two drain pipes discharging hot condensate to the pond. Steam plume from the old kilns with bucket traps vs. the more liquid flow from new 104' double track kilns (with Enercon) during low temperature startup."

Foreground Pipe - Minimal Steam Plume: Enercon Venturi Units
Background Pipe - Massive Steam Plume: New Mechanical Steam Traps
Oil Sands Crude Producer, Alberta Canada
(Winter Temperatures reach 35 F to 40 F Degrees Below Zero)
With Mechanical Steam Traps

With Enercon Venturi Units (Day 1 and thereafter)
Solutions: (Multiple Projects):
- Designed and fabricated special disk plates to fit between flanges for a high condensate load application to replace mechanical traps that were constantly failing - 790 psi heat exchangers processing bitumen and discharging 69,000 Lbs/Hrs condensate;
- Replaced mechanical steam traps on certain units within the facility with Enercon Venturi Units on pressures ranging from 50 psig to 600 psig;
- Complete elimination of condensate related damage to turbines;
- Eliminated continuing need to replace broken traps, and greatly reduced maintenance requirements or problems;
- Trap related freezing issues completely disappeared;
- Increased safety of related work environment;
- In section of where approximately 400 Enercon Venturi Units were placed, an initial capital budget of $500K resulted in a client documented – (a) 66 Million gallons per year of water reduction, (b) $7.6M per year of direct fuel and water savings, (c) An additional $150K per year of equipment repair and (d) 8 years and running with no repairs or replacements of the installed Enercon Venturi Units;
Pharmaceutical Eye Contacts Manufacturer, Limerick Ireland
Issue: Excessive trap maintenance, sterilizer moisture content, high fuel usage; Solution: Converted entire facility to Enercon Venturi Stainless Steel Units;Results:
- Eliminated moisture issues in the sterilizers;
- Reduced system pressure from 8 Bar to 5.5 Bar;
- Reduced fuel consumption 12%
Small Petroleum Refinery, Texas USA
(Completely closed-loop condensate system; 1994 conversion, 2007 review of individual units, orifice size and line pressure/BTU count)Issue: Inconsistent Line Pressure, Over Pressurization of the Return Line, Some of the tanks were short circuiting leading to improper temperatures;
Solution: Replaced 150 mechanical steam traps with Enercon Venturi Units;
Results:
- Condensate return tank pressure dropped 80% - from 100 psig to 20 psig.
- Steam load dropped approximately 12% - 4,000 lbs/hr.
- Entirely eliminated steam trap maintenance – entity claims to having had no maintenance issues, nor spent any time on maintenance, with the Enercon units since their install.
- In the retest thirteen years after of individual units, orifice size and line pressure/BTU count
- Distribution lines were tested from boiler to end of the lines and found to have a consistent pressure, temperature, and BTU count throughout the lines.
- Condensate return tank pressure was 20 psig – exactly the same as thirteen years earlier.
- Steam load was exactly the same as thirteen years earlier.
- Client documented on an original capital budget of approximately $65K that they saved $28/hour in direct fuel savings which over the past 23 years of no maintenance and repairs equates to $5M+
Asphalt Plant, Wisconsin USA
Issue: High fuel usage, low asphalt shipping temperature, excessive water and chemical treatment usage;Solution: Converted entire facility to Enercon Venturi Units;
Results:
- Improved temperature rise in main storage tank from 2.5 deg F/day (mechanical traps) to 8 deg F/day (Enercon Venturi Units);
- Improved shipping temperatures from 287 deg F to 305 deg F;
- Company completely converted its remaining 28 facilities nationally to Enercon Venturi Technology;
Food Processing Company, New York USA
(reported in company letter)Issue: Slow cook times and high fuel costs;
Solution: Converted plant from mechanical traps to Enercon Venturi Units;
Results:
- Reduced plant steam pressure setting 13.6% - from 110 psig to 95 psig;
- Better heating in cooking vessels resulting in average steam load reduction of 5,000 Lbs/Hr to 7,000 Lbs/Hr;
- Improved cooking processes with better temperature control and quicker cooking time resulting in improved throughput and product quality;
- No longer have to service mechanical traps - elimination of constant maintenance problem;
Plating Company, Wisconsin USA
(1st complete conversion to Enercon Venturi Technology in 1989)Issue: Excess fuel consumption, excessive maintenance, and poor heat transfer capabilities;
Solution: Converted system from mechanical traps to Enercon Venturi Units;
Results:
- Reduced fuel consumption 22%
- Reduced start up time 62.50% - from 4 hours to 1.5 hours.
- Increased reliability of system, reduced downtime and eliminated all trap maintenance.
- Inquiries 20 years after installation reported all original Enercon Venturi units in operation and working as when initially installed.
Corrugated Paper Product Company, North Carolina USA:
(reported in company letter)Issue: Poor production rates and Excessive pump maintenance and leaks;
Solutions:
- Review of system determined pumps could be eliminated;
- Installed Enercon Enercon Venturi Units on the main distribution line;
- Increased operational efficiency, product line speed – 10%;
- Eliminated pumps and related maintenance;
Photographic & Media Paper Products, Massachusetts USA
Issue: Wanted to test whether Enercon Venturi Rechnology or mechanical steam trap technology was better; Solution: Tested Enercon Venturi Units against new inverted bucket traps on photographic paper drying systemTemperature Profile Test Comparing Enercon Units with Mechanical Steam Traps
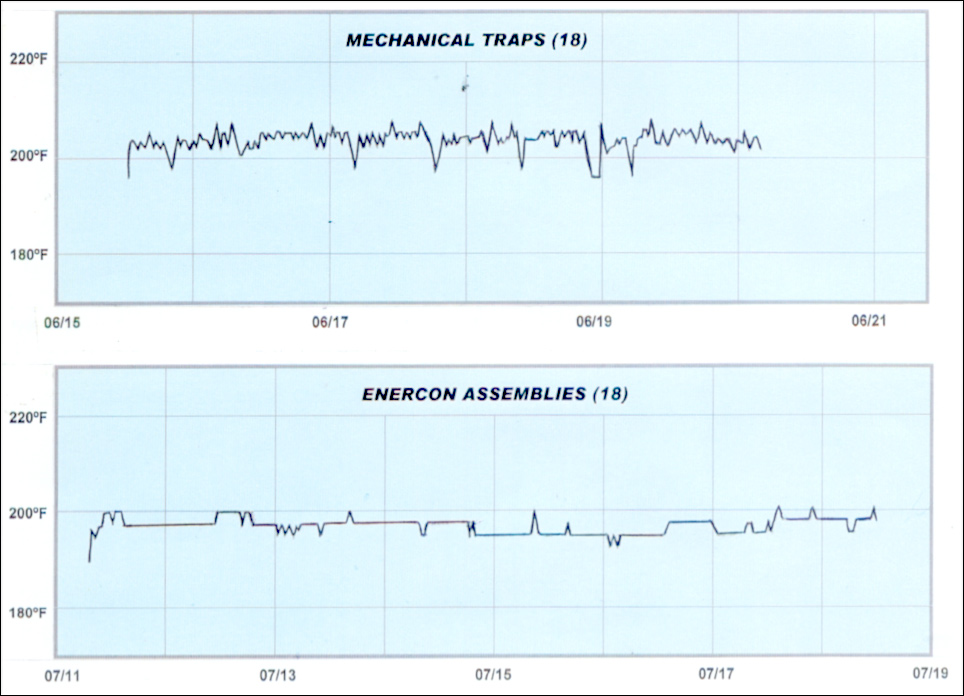
Notes to above graph:
1. All the spikes on the Enercon graph are due to paper changes.
2. The company was able to achieve the desired product quality, running at a lower temperature setpoint with Enercon due to the lack of spiking.
Result:
1. Test led to a complete conversion of the facility – 500 units
2. 11 Month payback from fuel savings alone on capital cost of project
Wood Products Company, North Carolina USA
(reported in company correspondence)Issue: Wanted to test whether Enercon Venturi Technology or mechanical steam trap technology was better; Solution: Tested Enercon Venturi Units against new inverted bucket traps using the identical kiln, wood species, and drying schedule
Results:
- Initial setpoint temperature dropped 56.19% - from 14 hour 0 minutes to 6 hours, 8 minutes
- Charge time was reduced 30% - from 10 days to 7 days.
- Kiln temperatures responded more quickly to setpoint changes.
- onverted to Enercon Venturi Technology
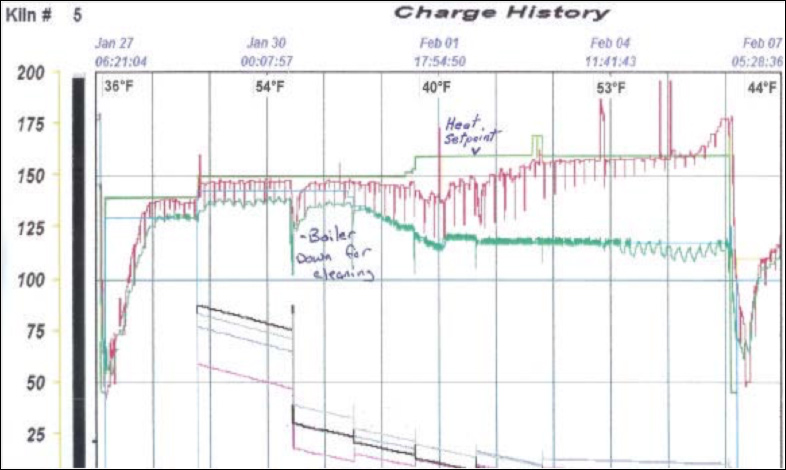
Enercon Venturi Unit Test Results
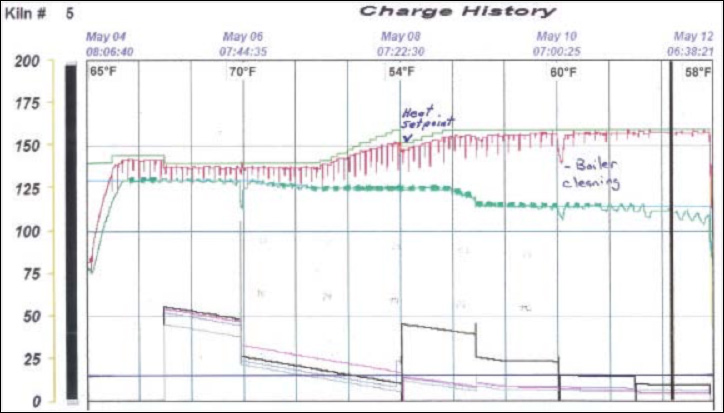
- New Inverted Bucket Traps and check Valves (2 Coils per Trap), Time to Setpoint: 14 Hours, 0 Minutes; Days to Charge: 10
- New Enercon Fixed Orifice Traps (1 Coil per Trap), Time to Setpoint: 6 Hours, 8 Minutes; Days to Charge: 7
Continuous Plywood Press, Louisiana USA
Issue: Low product production, Boiler capacity insufficient for existing production lines, excess pressure in return line causing condensate relief valve to continually go off, excessive fuel and water usage;Solution: Compared two lines with Enercon Venturi Units to lines with mechanical steam traps;
Results:
- Superior Enercon Venturi Unit test results resulted in complete conversion to Enercon Venturi Technology;
- Increased product production 16% with existing lines;
- Decreased boiler output 24% not only eliminating boiler capacity issue but allowing the facility to add an additional line which further increased product production;
- Decreased condensate return pressure from 120 psi venting to 28 psi with vent closed;
- Facility had Enercon evaluate a system issue that led to identifying controls that could be eliminated which led to a further increase in product production;
Contact us for more information about our products and services. We proudly serve companies in the United States, Canada, and Europe.